 0906 609 168
0906 609 168 Ép phun nhựa là một phương pháp sản xuất phổ biến, giúp tạo ra các sản phẩm nhựa chính xác và đồng đều. Tuy nhiên, trong quá trình ép phun, vẫn có thể xảy ra một số lỗi thường gặp, ảnh hưởng đến chất lượng sản phẩm cuối cùng. Trong bài viết này, Hoàng Tiến Phát sẽ giúp bạn tìm hiểu về các lỗi phổ biến trong ép phun và cách khắc phục hiệu quả để đảm bảo chất lượng sản phẩm!
Bài viết liên quan:
- Giải mã vai trò của các loại máy móc cho nhà máy ép nhựa
- Giới thiệu tổng quan về khuôn ép nhựa
- Tìm hiểu về máy ép nhựa và các loại khuôn máy ép nhựa phổ biến hiện nay
Ép phun nhựa là một phương pháp sản xuất nhựa phổ biến
(Nguồn: Plastic Today)
1. Các lỗi thường gặp khi ép phun nhựa
Thông thường khi ép phun nhựa, bạn sẽ gặp một số lỗi phổ biến như đường dòng chảy, vết lõm, tách lớp bề mặt,…Cụ thể:
1.1 Lỗi đường dòng chảy
Đường dòng chảy là những vệt màu, sọc hoặc hoa văn không đồng đều trên bề mặt sản phẩm nhựa. Hiện tượng này xảy ra khi dòng nhựa nóng chảy di chuyển không đều trong khuôn, khiến các phần nhựa đông đặc không đồng nhất. Nguyên nhân thường do tốc độ hoặc áp suất phun nhựa chưa đủ mạnh.
Ngoài ra, nếu khuôn có các phần dày mỏng khác nhau, nhựa cũng dễ tạo ra đường dòng chảy. Vì vậy, để hạn chế lỗi này, bạn nên đảm bảo độ dày của các thành khuôn đồng đều hoặc điều chỉnh các chi tiết bo tròn, vát cạnh (chamfer, fillet) cho phù hợp. Đặt cổng phun tại khu vực mỏng của khuôn cũng là cách giúp giảm thiểu vấn đề này hiệu quả.
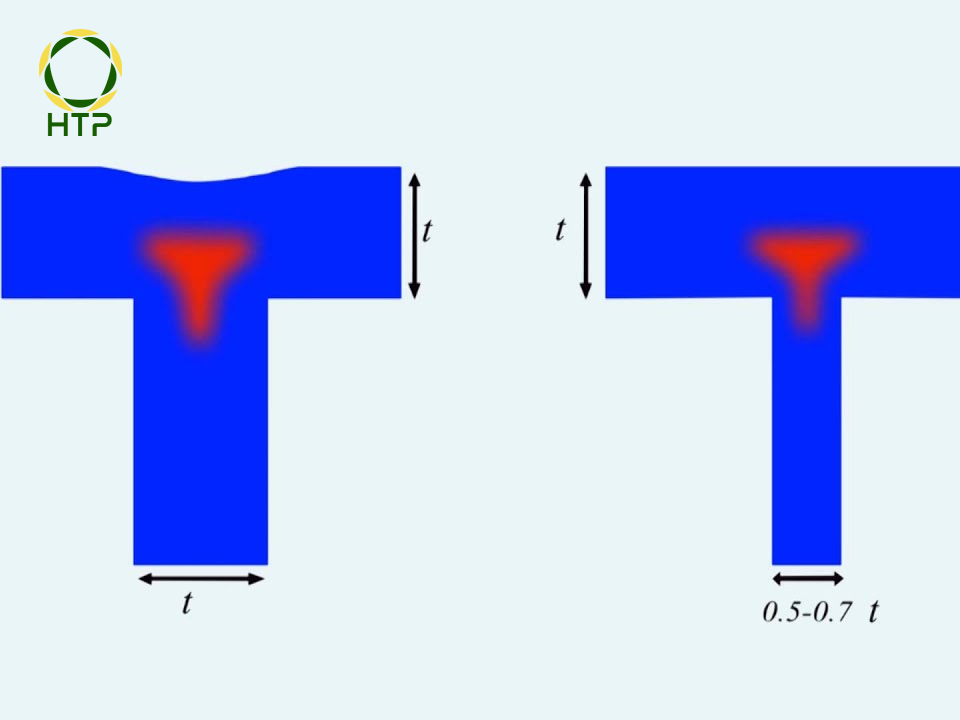
1.2 Lỗi các vết lõm
Vết lõm là những chỗ trũng, vết hằn hoặc lỗ nhỏ xuất hiện trên các phần dày của sản phẩm nhựa. Lý do là vì các phần dày hơn thường mất nhiều thời gian để nguội, khiến phần nhựa bên trong co rút nhanh hơn so với lớp bên ngoài.
Để hạn chế vết lõm, bạn nên kéo dài thời gian làm nguội trong khuôn hoặc thiết kế giảm độ dày ở những khu vực này để nhựa nguội đều hơn. Ngoài ra, việc tăng áp suất trong khuôn và điều chỉnh nhiệt độ ở cổng phun cũng giúp khắc phục lỗi.
Cần kéo dài thời gian làm nguội để hạn chế các vết lõm khi ép phun
(Nguồn: Youtube)
1.3 Lỗi tách lớp bề mặt
Tách lớp bề mặt là hiện tượng bề mặt sản phẩm bị tách thành các lớp mỏng, trông như một lớp phủ có thể bóc ra. Nguyên nhân chính thường là do vật liệu bị lẫn tạp chất không kết dính được với nhựa, dẫn đến các điểm lỗi cục bộ. Ngoài ra, sử dụng quá nhiều chất tách khuôn cũng có thể gây ra tình trạng này.
Để khắc phục và ngăn ngừa tách lớp, bạn nên tăng nhiệt độ khuôn và điều chỉnh cơ chế đẩy sản phẩm ra khỏi khuôn sao cho ít phụ thuộc vào chất tách khuôn. Việc làm khô nhựa trước khi ép phun cũng là một giải pháp hiệu quả để giảm nguy cơ lỗi tách lớp.
1.4 Lỗi dấu hàn
Dấu hàn là những vệt mờ xuất hiện khi hai dòng nhựa nóng chảy gặp nhau nhưng không liên kết chặt chẽ. Hiện tượng này thường xảy ra ở các khu vực có lỗ hoặc khe trên khuôn, nơi dòng nhựa phải chia tách và hợp lại. Nếu nhiệt độ nhựa không đủ cao, các dòng nhựa sẽ đông đặc trước khi kết nối hoàn toàn, để lại dấu hàn và làm giảm độ bền của sản phẩm.
Để hạn chế lỗi này, bạn nên tăng nhiệt độ nhựa nóng chảy khi ép phun để đảm bảo chúng không đông đặc quá sớm. Ngoài ra, việc tăng tốc độ và áp suất phun nhựa sẽ giúp các dòng nhựa hòa quyện tốt hơn. Lựa chọn nhựa có độ nhớt thấp hoặc giảm bớt các chi tiết phân tách trong thiết kế khuôn cũng là cách hiệu quả để loại bỏ dấu hàn.
1.5 Lỗi thiếu nhựa
Thiếu nhựa xảy ra khi nhựa không thể lấp đầy hoàn toàn khuôn, tạo ra các sản phẩm thiếu chi tiết và không thể sử dụng. Lỗi này thường do dòng nhựa bị cản trở, như cổng phun quá hẹp, tắc nghẽn, hay khí bị kẹt trong khuôn. Ngoài ra, áp suất phun không đủ và độ nhớt của nhựa cũng có thể gây ra vấn đề này.
Để tránh tình trạng thiếu nhựa, bạn có thể điều chỉnh nhiệt độ khuôn cao hơn để nhựa chảy mượt mà hơn. Thêm vào đó, thiết kế khuôn với các lỗ thoát khí hợp lý giúp không khí thoát ra dễ dàng, giúp dòng nhựa được lấp đầy toàn bộ khuôn mà không gặp trở ngại.

Điều chỉnh nhiệt độ khuôn cao để không bị thiếu nhựa khi ép phun
(Nguồn: CPI Plastic)
1.6 Lỗi cong vẹo
Cong vẹo xảy ra khi sản phẩm nhựa bị biến dạng do sự co rút không đều trong quá trình làm nguội. Điều này thường do khuôn làm nguội không đồng đều, tạo ra những ứng suất không mong muốn trong vật liệu.
Do đó, việc kiểm soát quá trình làm nguội là rất quan trọng. Cần đảm bảo sản phẩm có đủ thời gian nguội và khuôn làm nguội đều, giúp nhựa co rút đồng nhất.
Thiết kế khuôn với độ dày thành đồng đều cũng là một yếu tố then chốt, vì nó giúp nhựa chảy mượt mà và giảm nguy cơ bị cong vẹo. Những vật liệu bán tinh thể thường dễ bị cong vẹo hơn do đặc tính co rút không đều của chúng.
1.7 Lỗi ép phun không đồng đều
Lỗi ép phun không đồng đều (jetting) xảy ra khi nhựa nóng chảy được bơm vào khuôn nhưng đông đặc quá sớm, trước khi khuôn được lấp đầy hoàn toàn. Điều này tạo ra các vết chảy ngoằn ngoèo trên bề mặt sản phẩm, làm giảm tính thẩm mỹ và độ bền của chi tiết.
Jetting thường xuất hiện khi nhựa có đủ thời gian để bắt đầu đông đặc ngay khi chảy vào khuôn, trong khi các phần khác vẫn chưa đầy. Để giảm thiểu tình trạng này, bạn có thể bắt đầu bằng cách giảm áp suất phun, giúp dòng nhựa vào khuôn một cách từ từ và đều đặn. Khi quá trình lấp đầy khuôn diễn ra đều, nhựa sẽ ít có cơ hội đông đặc quá sớm.
Ngoài ra, việc tăng nhiệt độ của khuôn và nhựa cũng rất quan trọng, giúp nhựa duy trì độ lỏng và không bị đông cứng trước khi hoàn thành quá trình. Một mẹo hiệu quả khác là điều chỉnh vị trí cổng phun sao cho nhựa đi qua khuôn theo hướng ngắn nhất. Điều này giúp nhựa chảy nhanh và đều, giảm thiểu các vết jetting và đảm bảo sản phẩm hoàn hảo.
Tăng nhiệt độ của khuôn sẽ giúp hạn chế tình trạng ép phun không đồng đều
(Nguồn: LinkedIn)
2. Cách khắc phục các lỗi thường gặp khi ép phun nhựa
Ép phun nhựa có thể gặp phải một số lỗi phổ biến trong suốt quá trình sản xuất. Các nguyên nhân chính bao gồm:
- Quá trình đông đặc không đồng đều: Nếu nhựa đông đặc quá nhanh hoặc quá chậm, sẽ xuất hiện các vết lõm, vết hàn hay cong vẹo sản phẩm. Điều này thường do nhiệt độ khuôn và áp suất phun không ổn định.
- Tình trạng khuôn không được bảo dưỡng đúng cách: Khuôn bị mòn hoặc thiếu bảo dưỡng có thể dẫn đến các vấn đề như thiếu độ chính xác khi tạo hình, khiến sản phẩm bị lỗi.
- Nhựa không đúng loại hoặc không đạt chất lượng: Sử dụng nhựa kém chất lượng hoặc không đúng chủng loại sẽ làm giảm khả năng kết dính và gây lỗi trong quá trình ép phun.
Để tránh các lỗi này, bạn cần chú ý đến các yếu tố sau khi sử dụng công nghệ ép phun nhựa:
- Tối ưu hóa thiết kế: Đảm bảo rằng thiết kế khuôn và sản phẩm phù hợp, với độ dày thành khuôn đồng đều, cổng phun được bố trí hợp lý và lỗ thoát khí được tạo ra đúng cách.
- Kiểm soát nhiệt độ và áp suất: Quản lý nhiệt độ khuôn và áp suất phun một cách chính xác sẽ giúp ngăn ngừa các lỗi liên quan đến quá trình đông đặc không đồng đều.
- Chọn đối tác sản xuất đáng tin cậy: Lựa chọn đối tác có kinh nghiệm, như Hoàng Tiến Phát, để đảm bảo các vấn đề kỹ thuật được xử lý đúng cách từ giai đoạn thiết kế đến sản xuất. Hoàng Tiến Phát cam kết chọn loại nhựa phù hợp và đảm bảo chất lượng để khách hàng tránh các lỗi liên quan đến sự không kết dính của nhựa.

Nên chọn đối tác đáng tin cậy trong lĩnh vực ép phun nhựa
(Nguồn: Internet)
Với những kiến thức về các lỗi thường gặp trong quá trình ép phun nhựa và cách khắc phục, bạn có thể dễ dàng nhận diện và xử lý các vấn đề trong sản xuất, từ đó nâng cao chất lượng sản phẩm và tối ưu hóa quy trình sản xuất. Nếu bạn đang tìm kiếm một đối tác đáng tin cậy để sản xuất các chi tiết nhựa chất lượng cao, Hoàng Tiến Phát là lựa chọn lý tưởng để đồng hành cùng bạn trong mỗi bước sản xuất. Và đừng quên theo dõi Hoàng Tiến Phát mỗi ngày để cập nhật thông tin mới nhất về ngành nhựa.
Bài viết và hình ảnh được tổng hợp bởi Hoàng Tiến Phát
